电泳阳极系统作用及构成设计
时间:2021-11-26
1、电泳涂装原理
在电泳涂装过程中,必须保证电泳槽液pH值和电导率参数稳定,以保证获得稳定优质的电泳涂膜。而在电泳过程中,当施加外部直流电场会在阴极和阳极区域发生水的电解反应分别产生OH-和氢气、H+和氧气。
而电泳漆是水不溶的电泳漆树脂通过添加酸或碱,使之变成水溶性的带正电荷或负电荷离子。该水溶性的带电荷离子会与工件附近电解产生的OH-或H+发生反应,在工件表面均匀析出和沉积形成不溶于水的电解漆膜。
阴极区的水电解反应式:2H2O+ 4e-→2OH-+H2↑
阳极区的水电解反应式:2H2O- 4e-→4H++ O2↑

例如在阴极电泳涂装中(工件接负极作为阴极,阳极接正极),阴极电泳漆(R-N)通过醋酸CH3COOH(或者乳酸等其他有机酸)中和形成水溶性的R-NH+和CH3COO-。接通直流电源施加外加电场后,工件附近因为水的电解产生OH-形成高碱性界面,各带电荷离子定向移动,水溶性的R-NH+移动到阴极区域与OH-反应生成不溶性电泳涂膜,并沉积在车身表面。其在阴极区的反应式:RNH++ OH-→RN(不溶性沉积漆膜)+H2O。
同时,电泳槽液中不断产生CH3COO-,当它聚积过多时将直接导致pH降低和电导率增高。为了除去电解过程不断产生的CH3COO-,以及阳极区域产生的H+就需要增加阳极系统,将电泳槽液中的CH3COO-转移到阳极液中,与阳极区域的H+反应生成CH3COOH通过阳极液循环排放,得以保持电泳槽液的pH和电导率稳定,从而获得稳定优质的电泳漆膜。其在阳极区的反应式:CH3COO-+ H+→CH3COOH。
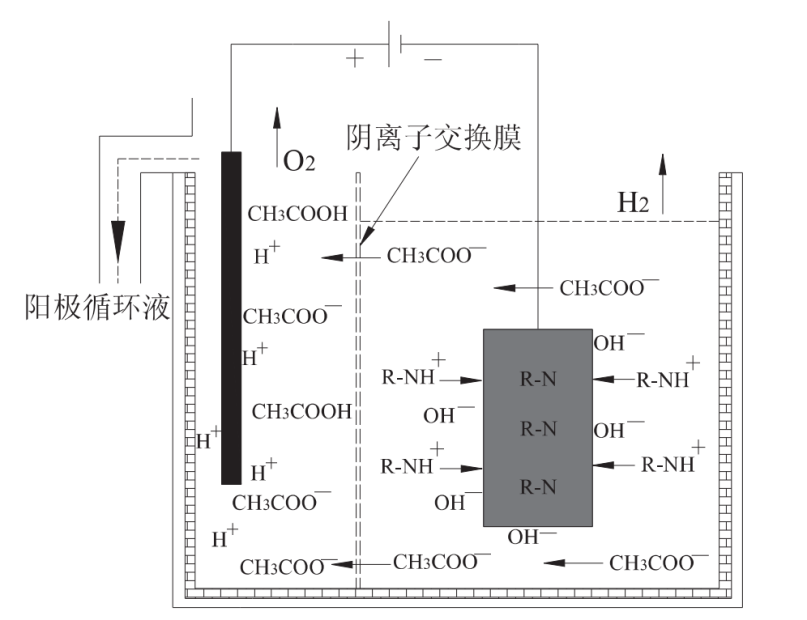
图1. 阴极电泳涂装原理[1]
2、阳极系统作用及构成、原理及设计
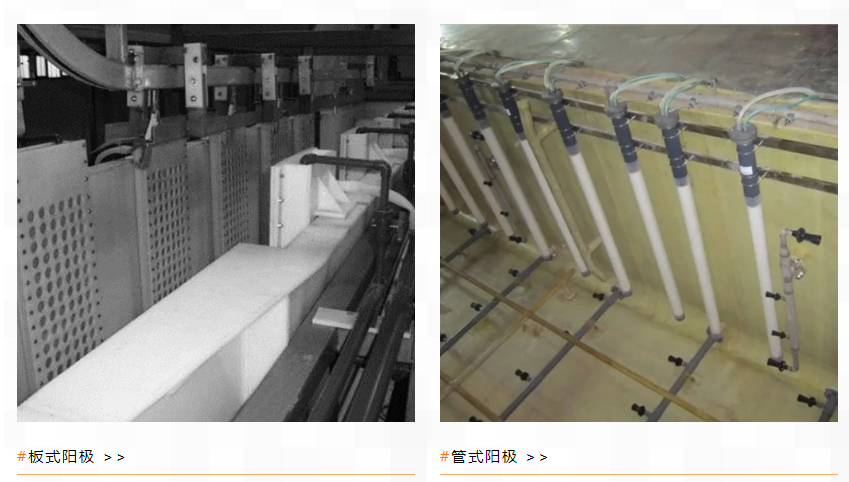
阳极系统在电泳涂装中主要是提供稳定的电场,并排除电泳过程中持续产生的CH3COO- 和H+维持电泳槽液pH和电导率的稳定。其主要构成包括:阳极液箱、极液循环泵、极液流量计、阀门和阳极(阳极内装有阳极管和阴离子交换膜)等构成,其最核心的单元就是阳极(见图2)。阳极的核心组件是阳极管和离子交换膜。
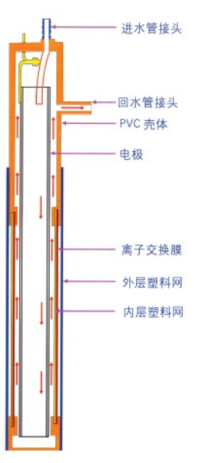
在阴极电泳涂装中,阳极使用的是阴离子交换膜,这种膜具有选择透过性,允许电泳槽液中过量的CH3COO-及其他负离子透过,而有用的涂料阳离子RNH+及某些助剂却不能透过膜。离子交换膜一般是立体网状结构的季铵型高分子化合物[结构式R-N+(CH3)3OH-],具有离子交换基团,其离子交换膜的孔隙和离子交换基团的作用确保其具有选择透过性。在阴极电泳过程中,阴离子交换膜上的碱性基团发生解离,解离出OH-,膜上留有带正电荷的基团R-N+(CH3)3,形成强烈的电场,在施加直流电流作用下,由于异型电荷相吸,阴极区域CH3COO-被吸引传递通过微孔进入膜的另一侧至阳极液中,而树脂阳离子R-NH+被排斥,同时阳极区阳极液中产生的H+受到排斥作用,只能停留在阳极区。
极管用无缝不锈钢管316L制作,具有很好的防止H+腐蚀溶解生锈和耐压导电作用。
50管式阳极技术参数
阳极直径(316无缝不锈钢管):1.9英寸(48mm),单位长度阳极面积:0.15m2/m;
阳极罩直径(阴离子交换膜):2.65英寸(67mm),单位长度膜面积:0.21m2/m;
耐电流强度:50安培/英尺2;
阳极液流量:1.12L/min/m,单位长度阳极m对应流量:1.12L/min/0.15m2=7.5L/min/m2
阴极面积:工件个数×每个工件的表面积
阳极面积:建议按不锈钢极管的电极面积进行计算(最小面积)

(1)根据承放车架后吊具的高度和阳极管在电泳槽内安装后相对吊具的位置情况,确定阳极管膜有效长度(L)为1850mm(考虑阳极膜有效长度应比工件在电泳槽内上下各高出150-200mm,本例以阳极管有效面积1750mm计算)。
(2)计算所需阳极面积(阴阳极比按4:1进行计算)
阳极面积=阴极面积/4=(每个节拍生产的车架数×表面积/每个车架)/4=(4×10)/4=10 m2
有效阳极管长度为1.75m的阳极管电极面积:0.15×1.75=0.2625 m2
所需阳极管数量:10÷0.2625=38.09(取整数38)
(3)泵流量的计算
每m2阳极面积需6-10L/min极液循环水,取7.5L/min,则极液循环量为450L/h/m2;
所需泵流量Q=10×450 =4500L/h=4.5m3/h,
故选不锈钢泵
40GB-20A,Q=5.6m3/h、H=16m、N=0.75kW
产品与市场
联系我们
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 浩力森









 沪公网安备 31011402009577号
沪公网安备 31011402009577号