现场工件外观问题的关键因素分析(一)
时间:2024-07-05
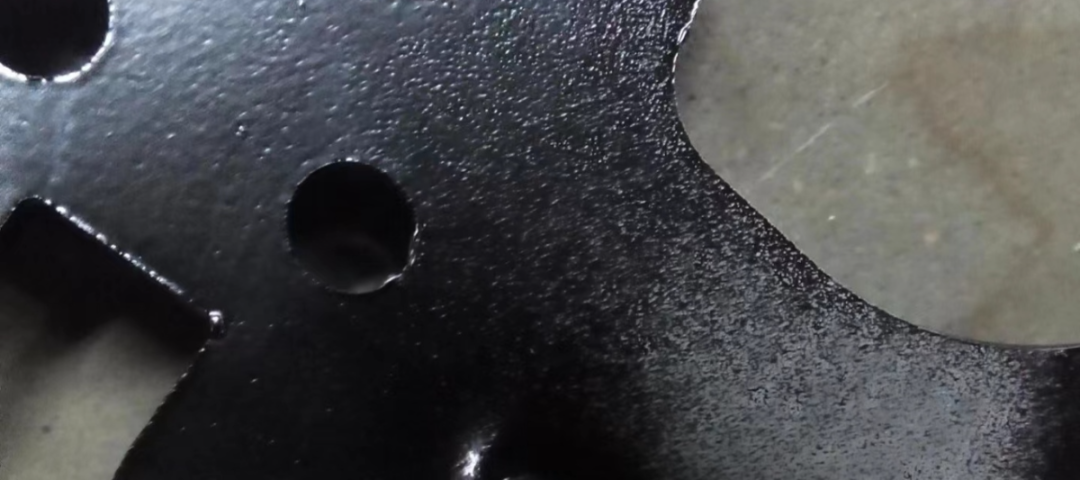
当现场工件外观出现问题时,小编认为首先应进行全面排查以确定问题的根源。 1.缩孔: 这类缺陷在湿的漆膜上看不见,当烘干后漆膜表面出现直径通常为0.5-3.0mm漏底微孔、不漏底的火山口状的凹陷,称为陷穴、凹坑,露底者为缩孔。由于电泳漆湿膜中或表面有尘埃、油渍或与电泳涂料不相容的粒子,成为陷穴中心,因而产生涂膜缺陷。很多情况下这类缺陷还与被涂物的材质有关,如金属底材上存在微裂纹和微孔等。 . 原因1: 外来油污污染电泳漆膜,油污附着在工件表面,使电泳漆成膜受到影响。这种原因引起缩孔的几率较大。 解决方法: 可检查输送机构、挂具,防止油滴污染漆膜。从电泳设备制造安装开始就要避免上述物质污染,每一种新零件投入电泳前最好进行相关检验,防止受油、硅油、蜡、脂性碳化物、胶水等污染物对工件,电泳设备及电泳槽液的污染。 . 原因2: 前处理除油不干净,造成润湿性不良,使电泳漆烘干后漆膜有缩孔。 解决方法: 加强前处理清洗。 . 原因3: 槽液有油污、异物混入,影响电泳漆膜外观。 解决方法: 用吸油棉或除油过滤袋吸去油污,清除槽液内异物,同时避免异物混入,保持电泳槽液清洁。 . 原因4: 加漆时有电泳漆没搅拌均匀,使槽液无完全熟化,引起漆膜不良。 解决方法: 确保加入的电泳漆搅拌均匀,加强槽液循环,使槽液完全熟化。 . 原因5: 电泳后水洗中含油分或烘干室内不洁净,循环风含油分,使油分附著在漆膜上面烘干后有缩孔。 解决方法: 水洗经常更换,烘箱经常清理.烘箱链轨用油可选用耐高温,不会高温挥发为最佳。 2.颗粒: 指电泳漆膜表面上有异物的现象;在烘干后的电泳涂装表面上会有手感粗糙的较硬粒子,或肉眼可见的细小颗粒。 . 原因1: 电泳液中存在较粗大的杂质 解决方法: 检查电泳槽过滤装置,加强电泳槽液的过滤。 . 原因2: 车间空气中含有的尘埃等漂浮物飘落到放在滴干区的工件上 解决方法: 做好涂装车间卫生,防止灰尘漂浮。 . 原因3: 烘箱内存在灰尘等杂物 解决方法: 烘箱烤炉。 . 原因4: 前处理清洗不干净 解决方法: 加强前处理水洗及除油。 . 原因5: 金属工件表面有颗粒,如毛刺或电镀面起泡 解决方法: 工件上挂前,先检查工件表面是否有问题。 . 3.涂膜过薄: 涂膜过薄指电泳后工件表面漆膜厚度过薄,造成颜色光泽和遮盖力不理想,质量等级下降。 Q1: 电压过低 解决方法: 升高电压。 . Q2: 电泳时间不够 解决方法: 延长电泳时间。 . Q3: 槽液电导率偏低 解决方法: 减少UF液排放。 . Q4: 被涂物通电不良 解决方法: 清理挂具,使被涂物通电良好。 . Q5: 溶剂含量偏低 解决方法: 补充溶剂,一般为槽液量的2%-5%。 . Q6: 槽液固体份偏低 解决方法: 提高固体份至工艺范围内 . Q7: PH不当(一般偏低) 解决方法: 调整PH值。 . Q8: 槽液温度偏低 解决方法: 提高槽液温度。 . Q9: 极板连接不良或被腐蚀,导电杆连接不良 解决方法: 检查极板、导电杆电线连接,定期清理极板.导电杆和更新电线。 4.橘皮: 电泳漆膜表面形成像橘皮一样连续的波浪状态。这种缺陷通常是由于涂料流平性不好而造成,应调整槽液涂料。 Q1: 槽液溶剂含量低 解决方法: 补充适量助溶剂。 Q2: 补给原漆时没有充分熟化 解决方法: 原漆补加前进行充分的搅拌。 Q3: 电泳电压过高,时间过长,使涂膜过厚 解决方法: 适当降低电泳电压,减短电泳时间。 Q4: 槽液pH值高 解决方法: 加助剂调整pH值。 Q5: 槽液颜基比过低 解决方法: 补充颜基比较高的电泳漆。 Q6: 槽液中杂质离子过多,电导率过高 解决方法: 超滤处理至350—750μS/cm。 5.颜色不均匀: 是指涂层烘烤固化后,其颜色的深浅程度不一样,漆膜花脸。 (1)阴阳面 Q1: 槽液颜基比不合适 解决方法: 调整颜基比 Q2: 工件在电泳槽中的位置不当; 解决方法: 工件应保持在电场中心线与槽两边电极平行且距离相等。 (2)在同一面上的色泽不一致 Q1: 槽液中的颜料分散不均匀 解决方法: 加强对槽液搅拌循环。 Q2: 固体份含量过低 解决方法: 调整槽液固体份至合适范围内。 Q3: 零件形状复杂或上挂方式不对,导致电场被屏蔽 解决方法: 改进挂具,安装辅助电极。 Q4: 工件在入电泳槽前氧化,有黑印 解决方法: 工件进电泳槽前检查底材颜色是否一致。 Q5: 槽液内溶剂含量过低而引起色浆分散不好 解决方法: 适量补加溶剂,一般为槽液量的2%-5%。 Q6: 溶剂含量过多或电导率过高,引起电泳漆膜不均匀 解决方法:超滤处理。 6.针孔: 工件上有露底针状小孔,称为针孔,它与缩孔的区别是孔径小,中心无异物,且四周无漆膜堆积凹起。由漆膜再溶解而引起的针孔,称为再溶解针孔。 湿透针孔: 工件未进行烘烤,在空气中凉干,可看到的针孔。 Q1: 电泳电压过高,电流冲击反应过剧,产生气泡过多,或升压速度过快。 解决方法: 适当降低电压,加长软启动时间。 Q2: 溶剂含量偏低。 解决方法: 添加溶剂,一般为槽液量的2%-5%。 Q3: 槽液温度过低。 解决方法: 控制槽液温度。 Q4: 涂料的PH值过低及溶剂过多,使漆膜抵抗杂质能力变弱。 解决方法: 提高涂料的PH,并将漆膜厚度控制在必要的范围内。 Q5: 槽液杂质离子过高,电解反应剧烈,被涂物表面产生的气体多。 解决方法: 超滤除去杂质离子。 烘干后针孔 Q1: 固体份过低 解决方法: 提高槽液固体份。 Q2: 溶剂含量过低 解决方法: 提高溶剂含量,一般为槽液量的2%-5%。 Q3: 混入电泳漆中的杂质(油、润滑脂等)粘附在漆膜上。 解决方法: 除去电泳漆中的油脂等杂质。 


产品与市场
联系我们
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 浩力森









 沪公网安备 31011402009577号
沪公网安备 31011402009577号