环境温度、湿度及露点对工程机械产品涂装质量的影响
时间:2026-05-29

以前,工程机械行业的部分企业对大型结构或大型整机产品,采用室内或室外就地涂装方式,涂装污染严重,涂装环境恶劣,产品涂装质量受环境因素影响较大,涂装质量也难以保证。
随着产品涂装质量要求的提高以及污染治理的要求,根据《大气污染防治行动计划》《重点行业挥发性有机物综合治理方案》等相关环保法规,工程机械行业基本杜绝了这种粗放式的涂装生产方式,部分在室内涂装,无喷涂室体的场合,也基本按照厂房设备一体化要求,把厂房作为涂装室体,配备了相应的送、排风系统以及废气处理装置。
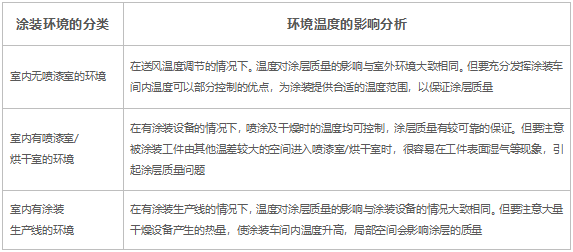
涂装环境温度对涂膜固化有着直接影响,并影响涂层与基材的结合力以及涂层之间的结合力。涂装环境温度过高,会使涂层附着力降低。环境温度过低,溶剂不容易逸出涂膜,增大分子链间的自由体积,导致腐蚀因子渗透使抗腐蚀性能下降;反应性涂料则反应缓慢而不充分,不能形成优良性能的高聚物。(环境温度对涂层质量的影响分析见下表。)
相对湿度,指空气中水气压与饱和水气压的百分比。或湿空气的绝对湿度与相同温度下可能达到的最大绝对湿度之比。也可表示为湿空气中水蒸气分压力与相同温度下水的饱和压力之比。相对湿度(RH)可根据湿温度计上干湿球指示的温度差,由图表查得。露点温度是空气的相对湿度变成100%时,也就是实际水蒸气压强等于饱和水蒸气压强时的温度。通俗来讲就是指当环境温度降低时,含有湿度的空气在不吸水的光滑表面开始凝露时的温度。

空气中存在水分,在此环境中当某一物体温度降低至露点时,物体表面即开始凝露,这些少量的水分却关系到涂装成效。在此条件下涂装,水分存在于涂层与基体之间,波态常压下18gH2O为18mL,变成蒸汽时的体积为22.4L,扩大1244倍。当涂层与基层材料的附着力大于水分膨胀的力,而且覆盖层上又存在微细针孔时,水分得以散发,则涂层表面可保持原状,反之覆盖层会产生气泡。
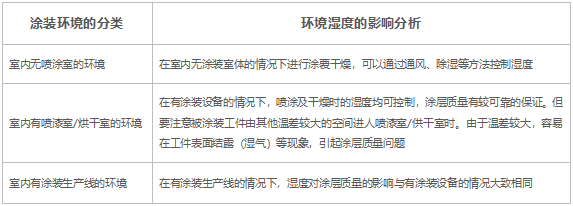
我国国土跨越纬度大,沿海与内陆有气候差异,又有一年四季之分,雨前雨后、早晚的相对湿度均不同,不同的涂装材料对湿度的要求有所有差别,难以制定一个统一的标准,需要根据实际情况采取相应措施。(环境湿度及露点对涂层质量的影响分析见下表。)
温度、湿度和露点这三者在一定的条件下存在函数关系,当通过测量已知温度、湿度后,可以查专用数据表得到露点温度。被涂装工件表面温度可由表面温度计测得。
例如,当环境相对湿度80%、温度15℃~ 30℃时,查得露点温度为11.5℃~26.2℃,环境温度与露点温度相差3.5℃~3.8℃。此种情况下如果要求被喷涂工件表面温度至少高于露点3℃时,被涂装工件表面温度应该是14.5℃~ 29.2℃,当被涂装工件表面温度与环境温度(即15℃~ 30℃)同样时,是符合涂装技术要求的。
当环境相对湿度85%、温度15℃~ 30 ℃时,查得露点温度为12.5℃~27.2℃,环境温度与露点温度相差2.5℃~2.8℃。此种情况下如果要求被喷涂工件表面温度至少高于露点3℃时,被涂装工件表面温度就应该是15.5℃~30.2℃,比环境温度(即15℃~30℃)要高。为了符合涂装技术要求,要么加热被涂装工件,要么改变局部空间的温度并使被涂装工件与局部空间的温度同温,要么降低局部空间的湿度。这样就要增加涂装成本,且非常不便。这就是规定“环境相对湿度要低于85%,被涂装工件表面温度至少高于露点温度3℃”的原因。

工程机械普遍采用聚氨酯系列涂料,基材表面有水气,易引起涂膜起泡,涂装后涂膜表面凝露或水浸泡,也会引起涂层起泡。起泡原因为异氰酸酯与水气反应生成二氧化碳所致。少量的二氧化碳,在涂料尚未结膜会透过涂膜逸出。当产生的二氧化碳量多,又不易逸出则形成小气泡,影响涂层外观及涂层的附着强度。
产品与市场
联系我们
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 浩力森









 沪公网安备 31011402009577号
沪公网安备 31011402009577号