工程机械漆膜修补操作规程与方法
时间:2026-02-26
工件下线油漆修补是一种常见的维修工艺,用于修复工件表面的流挂、划痕等问题。合理的油漆修补工艺能使修补部位与周围表面保持一致,达到美观、耐用的效果。下面将介绍一种工程机械常见的漆膜修补工艺流程。
.
1.1 已经下线漆膜干燥好的工件。缺陷处打磨——擦拭除尘——油漆局部喷涂修补——喷涂驳口水——干燥——检验(根据情况抛光处理)
1.2 在喷漆房或者流平间湿膜状态下。发现缺陷流挂或者漏喷——利用毛刷或者滚筒刷涂及滚涂,根据缺陷情况清洗毛刷及蘸涂料进行操作,目测平整为止,在经过流平后无明显痕迹和缺陷。
.
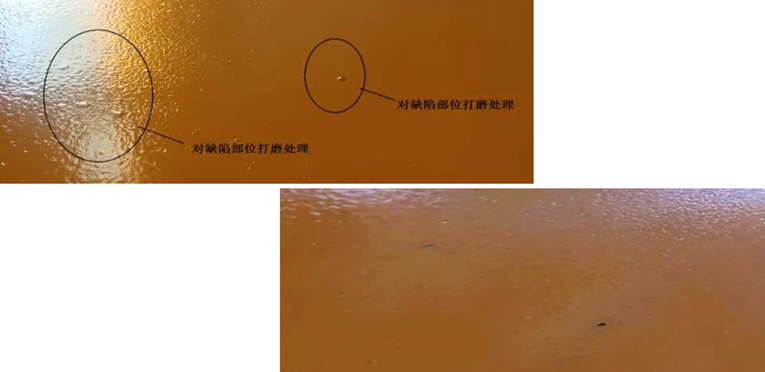
2.1.1 确定修补范围
2.1.2 缺陷处打磨
使用手工砂纸或者机磨砂纸对修补区域进行打磨,去除表面流挂、划伤和瑕疵,使表面平整光滑(打磨砂纸建议手工砂纸800-1000目;机磨砂纸240-400目;打磨后表面平整度检查,手摸/目测)。
.
(将缺陷处打磨平整)
采用无尘擦拭布,带有粘性为好,由上至下,目测表面彻底干净,无粉尘颗粒物。利用带有粘性的擦拭布进行擦拭除尘,粘性擦拭布能够更好的处理灰尘、杂物。
准备修补,使用同颜色型号油漆,先把使用的喷壶彻底清洗干净,涂料调配严谨固化比例,稀释剂或者加水量根据正常喷涂适当放大(水性涂料用水稀释),即修补喷涂粘度与量产喷涂粘度调低2-3秒为好,重点对缺陷处修补到完全遮盖住,需要小枪多遍,防止流挂或者颜色明显偏深,确保修补后的漆面与原漆面颜色目测一致。
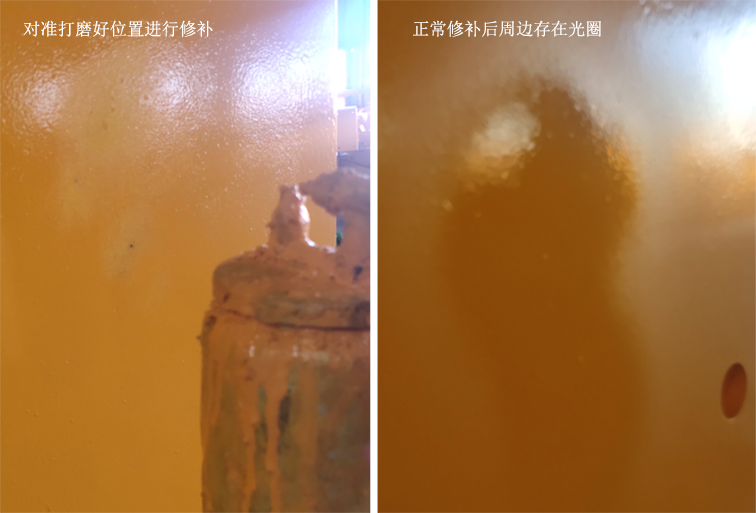
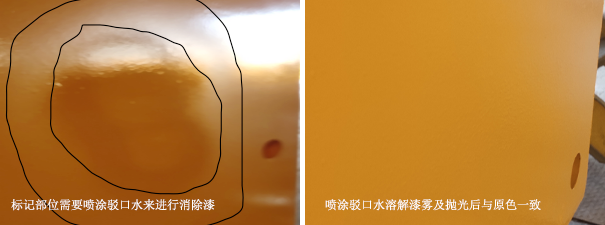
2.1.5 驳口水喷涂
在被修补后的漆膜周边喷涂,目测观察驳口水喷涂周边后与新补漆面跟未修补的漆面,完全搭接,无光圈(鸳鸯色)即可,在喷涂驳口水需要注意,喷枪出漆量,与常规喷涂或者修补比较,调小约1圈的出漆量,因为驳口水属于透明性溶剂,它只是驳口性强,在抗流挂能力上与油漆比较相对会弱一些。
.
.
2.1.6 干燥后检验
目测在不同角度观察,漆膜没有明显亮圈或者漆膜搭接的痕迹,可以根据实际情况选择打蜡抛光进行进一步修复,直到满足验收标准。
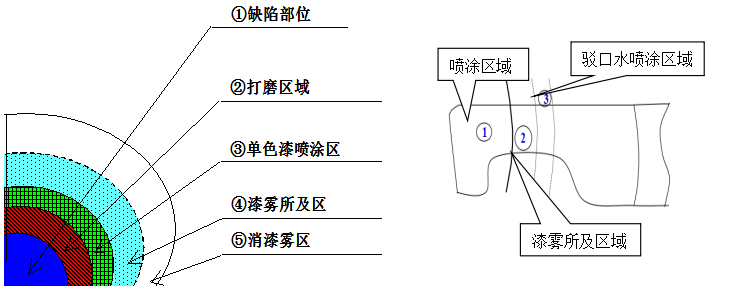
漆膜修补方法图示 & 局部修补与接口技术图示
2.2 针对在喷漆房或者流平间湿膜状态下
2.2.1 流挂缺陷
2.2.2 漏喷透底色缺陷
利用毛刷或者滚筒蘸同色涂料进行针对性修理,达到目测与大面上颜色基本一致,同样需要控制力度及根据实际,确定刷涂次数和厚度。
.

湿膜状态下的流挂缺陷 >> 刷涂缺陷处毛刷工具 >> 滚涂缺陷处滚筒工具 >> 经过刷涂修复后漆膜效果
.
结语: 作为涂装表面的实际喷涂手工操作,难免会出现漆膜流挂、漏喷等其他缺陷,通过在湿膜状态下,利用毛刷或者滚筒刷涂、滚涂处理修复。以及对下线干燥好的漆膜缺陷处,打磨、擦拭后修补,在保证质量的前提下,通过合理修补,有效降低劳动强度,节约生产能源,避免因重新返工,导致成本损失及延误正常出货期。
.
本文作者:浩力森应用工程中心 陈杨兵
产品与市场
联系我们
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 浩力森









 沪公网安备 31011402009577号
沪公网安备 31011402009577号